DESCRIPTION KA&MELOCK KM 56 is an elastomer versatile bonding agent suitable for top coat use. It should be used in combination with KA&MELOCK MP 05 primer when high temperature corrosion resistance and dynamic resistance are required for bonding various elastomers to metal and plastic surfaces during the vulcanization process. In some cases, KA&MELOCK KM 56 can be used as a single coat. It is formulated without heavy metals and composed of a mixture of dispersed polymers, cross-linking agent and suspended solids in an organic solvent system Even though coating with KA&MELOCK KM 56 provides good corrosion, oil and solvent resistance, especially corrosion and heat resistance of the part increases when applied together with KA&MELOCK KM 56 + KA&MELOCK MP 05 primer. KA&MELOCK KM 56, natural rubber (NR), polyiso-prene (IR), styrene-butadiene (SBR), polybutadiene (BR), polychloroprene (CR), butyl (IIR), nitrile (NBR), epichlorohydrin (ECO) and ethylene propylene (EPDM) based rubber compound adheres to a wide range of most metals, alloys and rigid plastic substrates during vulcanization process. The combination of KA&MELOCK MP 05 + KA&MELOCK KM 56 is ideal for soft NBR and NR blends, especially in the production of transfer molding (TM) and injection molding (IM).
PREPARATION STAGES OF METAL SURFACES BEFORE APPLICATION The metal surface must be completely cleaned before applying the adhesive. A good preparation of the metal surface is required to obtain a good metal/rubber bond and to be resistant to water and corrosion. The oxide layers on the metal surface should be mechanically cleaned. The metal surface is basically prepared by two methods. • Mechanical Cleaning: Grit blasting is a recommended method of metal cleaning. Steel grit is used to blast clean steel, cast iron; for other nonferrous metals, the use of aluminum oxide is recommended. Layover time between blasting and adhesive application should be kept to a minimum in order to avoid oxidation. • Chemical Cleaning: The process of chemically preparing the metal surface requires a different application for each metal group. Phosphating is a widely used chemical process for steel. The process applied under the paint in the aluminum surface coating process is called chromate. APPLICATION Mixing – KA&MELOCK KM 56 should be stirred thoroughly before use and during using to keep dispersed solids uniformly suspended. Applying – Brush, roller, dipping or spraying methods can be applied for KA&MELOCK KM 56. • Brushing/Roll Coating Apply full strength. • Dipping Dilute bonding agent with up to 10% of xylene or toluene. • Spraying Dilute bonding agent with up to 40-80% of xylene to a viscosity of 15-22 seconds (4mm DIN-Cup) Experience has shown the following thickness of Primer and Bonding Agent provide the best result: Primer approx. 8 μm – 10 μm Bonding Agent approx. 15 μm – 20 μm Drying / Curing- The bond coating can be dried at least 30 minutes at room temperatures. By using hot air drying up to 70 °C.; the time can be shortened. Metal parts with the Primer of Bonding Agent can be stored for several days in a clean environment. Bonding occurs during vulcanization process of the rubber under recommended cure temperatures of 130-180°C Clean Up- Use xylene or toluene for clean-up.
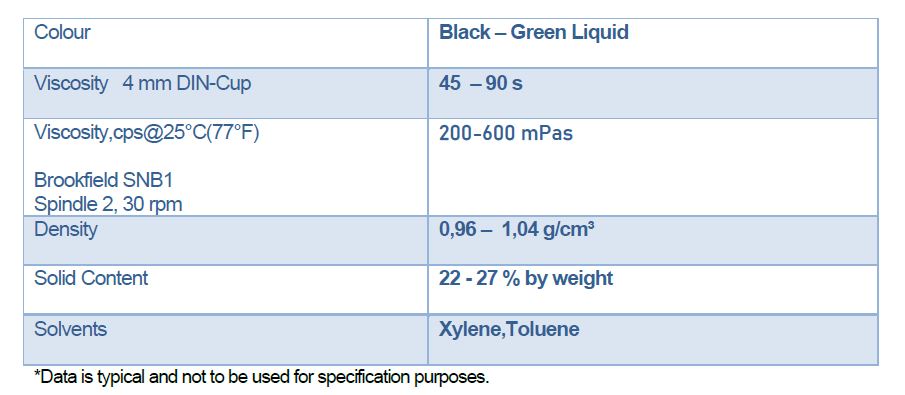
TECHNICAL DATA*
CAUTIONARY INFORMATION Before using this product, please refer to the Safety Data Sheet for safe use and handling instructions. SHELF LIFE / STORAGE Keep the container tightly closed and away from heat sources. Maximum temperature storage is 25ºC. Shelf life is one year from date of manufacture when stored below 25 °C, unopened container. ADDITIONAL INFORMATION For more information on this and other products, please contact us: info@covvex.com