PREPARATION STAGES OF METAL SURFACES BEFORE APPLICATION
The metal surface must be completely cleaned before applying the adhesive. A good preparation of the metal surface is required to obtain a good metal/rubber bond and to be resistant to water and corrosion. The oxide layers on the metal surface should be mechanically cleaned. The metal surface is basically prepared by two methods.
•
Mechanical Cleaning:
Grit blasting is a recommended method of metal cleaning. Steel grit is used to blast clean steel, cast iron; for other nonferrous metals, the use of aluminum oxide is recommended.
Layover time between blasting and adhesive application should be kept to a minimum in order to avoid oxidation.
•
Chemical Cleaning:
The process of preparing the metal surface chemically requires a different application for each metal group. Phosphating is a widely used chemical process for steel.
APPLICATION
KA&MELOCK KM 28 can be applied by spraying, dipping or brush.
If dilution is needed, satisfactory results are usually obtained with dilutions of 1:1 using Ethanol. Dilutions of 10 parts Ethanol to 1 part adhesive are possible.
For the recommended coating thickness of approximately 5 – 8 μm.
Remove only as much KA&MELOCK KM 28 from the original drum as will be consumed during the next shift. Under no circumstances must unused material be returned to the original container. Generally, vulcanizing conditions (temperature, pressure, duration) recommended by the rubber supplier should be adhered to. Vulcanizing temperatures of 140 °C – 200 °C are preferable.
For post-curing of parts, temperatures up to 220 °C are acceptable, without any negative effect on bonding properties. The bond offers excellent temperature resistance.
Post-curing can be done at temperatures of to 220° C, but this should be reached gradually, not abruptly. For instance, 100° C – 120° C – 160° C – 180° C, each for 20 minutes; and then 8 to 10 hours at 220° C.
Avoid storing coated parts for more than 1 – 2 days. Complete any further work on these parts within such time.
For control to the film coating of KA&MELOCK KM 28, dyes can be added. Suitable dyes Savinyl Blue RS or Savinyl Orange RSL (Sandoz AG, Basel / Switzerland) are located. 1 kg of dye-containing adhesive used in concentrations of 1 g.
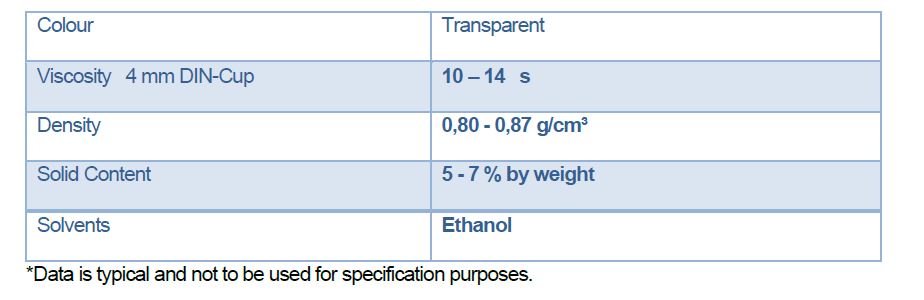
TECHNICAL DATA*
CAUTIONARY INFORMATION
Before using this product, please refer to the Safety Data Sheet for safe use and handling instructions.
SHELF LIFE / STORAGE
Keep the container tightly closed and away from heat sources. Maximum temperature storage is 25ºC. Shelf life is 1 year from date of manufacture when stored below 25 °C, unopened container. Remove only as much KA&MELOCK KM 28 from the original drum as will be consumed during the next shift. Under no circumstances must unused material be returned to the original container. Generally, vulcanizing conditions (temperature, pressure, duration) recommended by the rubber supplier should be adhered to. Vulcanizing temperatures of 140 °C – 200 °C are preferable.
Avoid storing coated parts for more than one week. Complete any further work on these parts within such time.
ADDITIONAL INFORMATION
For more information on this and other products, please contact us: info@covvex.com