PREPARATION STAGES OF METAL SURFACES BEFORE APPLICATION
The metal surface must be completely cleaned before applying the adhesive. A good preparation of the metal surface is required to obtain a good metal/rubber bond and to be resistant to water and corrosion. The oxide layers on the metal surface should be mechanically cleaned. The metal surface is basically prepared by two methods.
•
Mechanical Cleaning:
Grit blasting is a recommended method of metal cleaning. Steel grit is used to blast clean steel, cast iron; for other nonferrous metals, the use of aluminum oxide is recommended.
Layover time between blasting and adhesive application should be kept to a minimum in order to avoid oxidation.
•
Chemical Cleaning:
The process of preparing the metal surface chemically requires a different application for each metal group. Phosphating is a widely used chemical process for steel.
APPLICATION
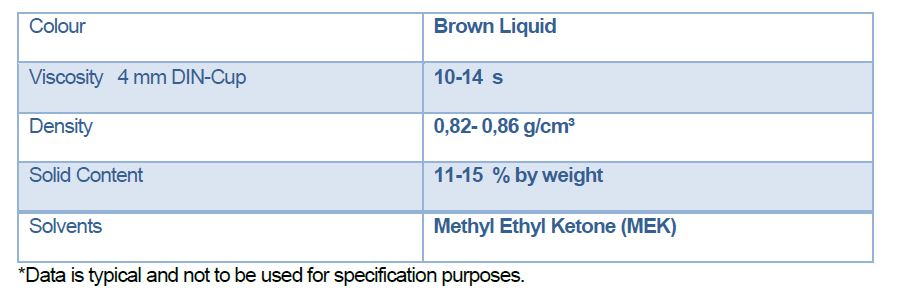
Mixing – KA&MELOCK KM 22 should be stirred thoroughly before use and during using to keep dispersed solids uniformly suspended.
Applying – Brush, roller, dipping or spraying methods can be applied for KA&MELOCK KM 22
For applications requiring dilution, you can dilute with MEK.
For the recommended coating thickness of approximately 5–8 μm.
Drying– Allow applied bonding agent to air-dry for approximately 15 minutes at ambient temperature. Porous substrates may require a longer time for the solvent to completely evaporate
For post-curing of parts, temperatures up to 220 °C are acceptable, without any negative effect on bonding properties. The bond offers excellent temperature resistance.
Post-curing can be done at temperatures of to 220° C, but this should be reached gradually, not abruptly. For instance, 100° C – 120° C – 160° C – 180° C, each for 20 minutes; and then 8 to 10 hours at 220° C.
Clean Up– Use MEK for clean-up.